Customer
Satisfaction through
Lumber
木材を通じて顧客に満足戴ける
取引に徹する
C.S.Lumber
持続的成長と中長期的な
企業価値の向上を実現する
自然界に存在する木材という資源を効率的に無駄なく利用することにより、皆様の 生活 がより 豊かなものになることに貢献することができるよう日々取り組んでいます。
特に、当社グループは、木材資源の有効活用を中心に、環境に優しい持続可能な企業経営をめざしております。
住宅着工戸数が減少傾向にある中、当たり前を当たり前に実行し、堅実な経営で成長を続けてきました。
様々なお客様のご要望にお応えするため、どん欲に知識を高め、お客様のための提案を考え抜き、徹底的な効率追求で貢献します。
Business
事業案内
Business
事業案内
CSLのプレカット事業
CAD設計、加工、販売、配送まで、お客様のスケジュールに合せた対応を行います。
ISO認定、JAS認定を取得していますので、高品質なプレカットをご提供いたします。また、合法木材供給事業者認定を受けております。
在来工法、2×4工法、金物工法、端柄プレカットとビルダー様、工務店様の建設現場の負担が軽減され、事前にプレカットすることで、現場での廃材が少なく済むなど環境にも優しい手法で、安心してご使用いただけます。
-
木材加工の工程をコンピューター制御による機械が加工するので、建築事業者様にとって大きなメリットをご提供できます。
-
規格化された部材を使用することから品質が安定し、短工期化を実現
パネル構造のため、地震に強く、気密性・防音性に優れています。
-
日本人に馴染みのある木造建築を推進していくことに積極的に取り組んでいます。
人に安らぎ与え、環境に優しい木造建築を追究して参ります。 -
安心・安全な木造建築で、木のぬくもりを感じる保育所や福祉施設等を長期契約でリラックスできる空間を提供しております。
-
木材の良さを生かしてお客様の夢の実現に適した工法で、お客様に満足いただける住宅を提供しております。アフターフォローもお任せください
-
当社グループの製材は、規格外の木材を製品化することに特化しております。資源を無駄なく使い切ることで、持続可能な社会の実現に貢献しています。
Feature
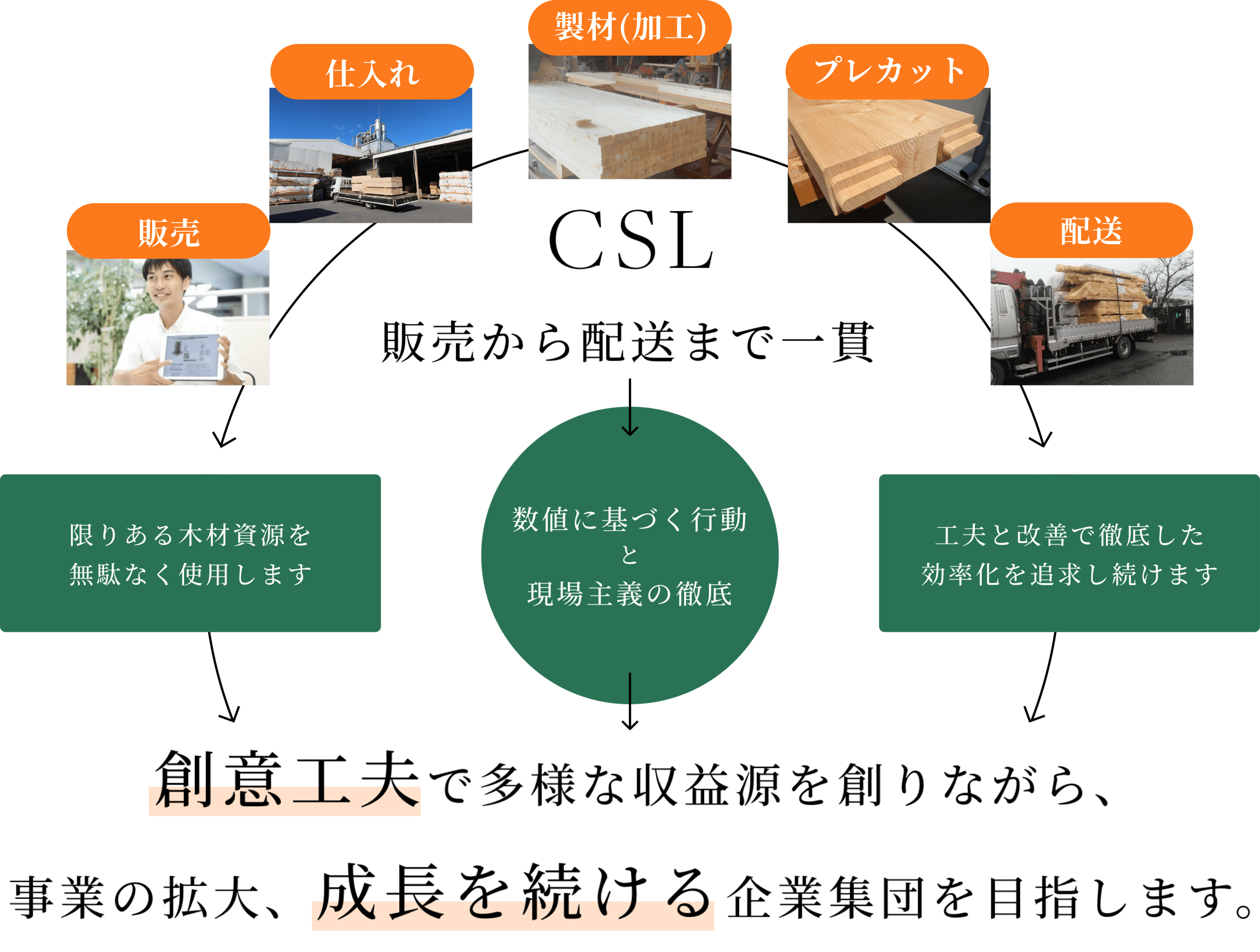
成長し続けるCSL
販売
仕入れ
製材(加工)
プレカット
配送
CSL
販売から配送まで一貫
限りある木材資源を
無駄なく使用します
数値に基づく行動
と
現場主義の徹底
工夫と改善で徹底した
効率化を追求し続けます
創意工夫で多様な収益源を創りながら、
事業の拡大、成長を続ける企業集団を目指します。
Sustainability
Sustainability / ESG
サステナビリティへの
取り組み
当社グループで展開している事業は、炭素を貯蔵する働きのある木材資源を有効活用していくビジネスモデルとなっており、事業の発展を通じて、地球環境の維持、特に地球温暖化防止に対して、積極的にその役割を果たしてまいります。
Recruit
成⾧が人や社会のためになる

Recruit
採用情報
機を逃さずに挑戦することを大切にしています。プレカットから建築、不動産の販売、賃貸まで住宅産業のマルチプレーヤーになることを目指し、住まいや建物に関する事業を中心に拡大。上場企業としての実績と安定性に加え、ベンチャー企業のようなチャンスあふれる環境が最大の強みです。自己成長と社会への貢献性を両立させることができます。